
Патроны токарные: виды, описание, отличия, тенденции, где купить и как правильно сделать выбор

В мелкосерийном, единичном и серийном производстве используют станки, на переднем шпинделе (бабке) которых установлен токарный патрон. Это надежное зажимное устройство, фиксирующее и центрирующее заготовку разной формы/размера (с необходимым усилием). Обеспечивает высокую точность обработки шестигранных или круглых деталей при больших скоростях вращения.
Устанавливается токарный патрон на полуавтоматические, ручные и автоматические станки внутришлифовального или револьверного типа. Позволяет качественно выполнять практически все операции, связанные с обработкой металла (так как может иметь разные варианты исполнения). Получает энергию вращения от электрического мотора через раздаточную коробку и коробку передач.
Из чего изготавливается токарный патрон? Из чугуна марки СЧ-30 (и выше) либо из инструментальных видов стали прочностью не ниже 500 Мпа.
Если патрон соответствует указанным нормативным требованиям, то заготовка, закрепленная в нем, будет сохранять свое правильное положение на протяжении всего периода обработки. Она не повредит резцы и не сорвется от больших нагрузок.
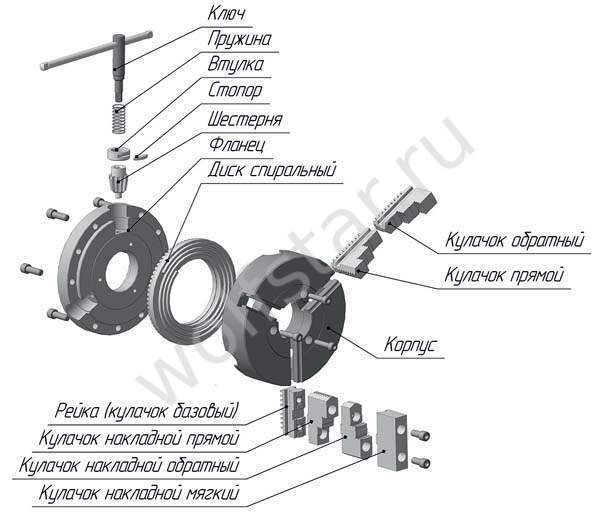
Принцип функционирования этой станочной оснастки не сложный. Внутри корпуса есть коническая шестерня, изготовленная из прочной марки стали. На ее обратной стороне предусмотрены специальные канавки спирального типа. В них входят выступы кулачков. В момент вращения шестерни будут передавать инерцию кулачкам через спиральные канавки и выступы. Таким образом деталь будет надежно держаться в посадочном месте.
Вероятность ее расшатывания крайне низка.
От текущего состояния пазов патрона зависит точность центрирования заготовки. При износе они будут отходить от корпуса и положение обрабатываемого изделия будет становиться неправильным. Это также приведет к увеличению биения, которое при нормальном техническом состоянии рабочих поверхностей должно составлять 0,06-0,12 мм (зависит от диаметра зажимного устройства).
Патроны токарные – классификация по числу кулачков
Именно кулачки зажимают заготовку для дальнейшей обработки. Минимальное их количество на устройстве – 2. Патроны с таким количеством кулачков способны закрепить несимметричные детали малого диаметра. Например, прутки, арматуры, поковки, литые изделия и другие фасонные детали.

Они имеют небольшой недостаток – между направляющими есть существенный зазор, который не позволяет максимально точно центрировать заготовку. Однако при тщательной шлифовке направляющих можно добиться необходимой степени точности. Патроны с другим количеством зажимных элементов:
1. Трехкулачковые. Быстро фиксируют детали, поэтому пользуются спросом в мелкосерийном производстве, предполагающим постоянную смену заготовок. Они широко распространены в металлообрабатывающей сфере. Имеют тяговый привод, который исключает расшатывание детали и последующий ее вылет из станка при любой скорости вращения.

Приводятся в действие за счет зубчатой конической передачи. Купить их можно в интернет-магазине wolfstar.ru.
2. Четырехкулачковые. В них удобно фиксировать несимметричные и прямоугольные детали (например, прутки с квадратным сечением). Каждый кулачок может регулироваться индивидуально, тем самым увеличивая список заготовок, которые можно зажать. Такие патроны требуют больше времени на установку обрабатываемой детали, так как не являются самоцентрирующимися. Зато они могут расточить отверстия в разных осях и обработать круглую заготовку вне ее центра.

3. Шестикулачковые. Оптимально подходят для обработки деталей с тонкими стенками. Потому что оказывают самое низкое усилие смятия по сравнению с патронами, имеющими другое количество кулачков. Также они самоцентрирующиеся, что сокращает время на фиксацию новой детали.

Все кулачки пронумерованы на своей нерабочей части. Если она сильно загрязнена, то узнать порядковую цифру можно по положению зажимных элементов. Самый первый находится ближе всех к центру гребенки. Второй на шаг дальше, третий на два и так далее.
Как вы уже поняли, токарные патроны могут быть самоцентрирующимися и независимыми. На первые устанавливаются осесимметричные заготовки, а на вторые – несимметричные.
Также кулачки по-разному зажимают деталь. Например, есть прямые виды, которые фиксируют по внешней поверхности (сверху).

Еще существуют обратные, которые закрепляют заготовку изнутри. При этом у нее обязательно должна быть полая структура и специальное отверстие (оптимально подходят трубы с круглым, прямоугольным или квадратным сечением).

Согласно ГОСТ-у 2675 кулачки отличаются между собой и по варианту исполнения. Бывают цельные разновидности, которые производятся из одного куска металла.

Их трущиеся и зажимные части обязательно обрабатываются термически для повышения прочностных характеристик.
Еще бывают сборные кулачки, которые состоят из двух частей – рейка и накладной элемент.

Между собой эти части крепятся с помощью винтов. Кроме сборных и цельных кулачков могут применяться накладные. Они идеально подходят для фиксации деталей с большим диаметром.
Другие критерии классификации токарных патронов
По типу сборки можно выделить спиральные зажимные устройства. Они используются в индустрии более 100 лет. Имеют простую конструкцию и отличаются надежностью. Диапазон хода их фиксаторов достаточно широкий.
Позволяют зажимать некруглые заготовки. Самостоятельно центрируют изделие при его фиксации. Главное преимущество таких патронов – прекрасный показатель КПД. Однако есть и один минус – быстрый износ, который приводит к утрате точности центрирования. Подобное происходит из-за попадания в зазоры металлической стружки или грязи. Другие варианты сборки:
• сверлильные (позволяют делать отверстия в заготовках);
• цанговые (имеют минимальное радиальное биение, поэтому позволяют качественно обрабатывать деталь);
• клино-реечные (по конструкции напоминают рычажные патроны, но в сравнении с ними более точно центрируют заготовку);
• поводковые (позволяют обработать центр детали);
• гидравлические (зажимают за счет высокого давления жидкости, обеспечивая оказание незначительного усилия на изделие);
• термопатроны (имеют горячую посадку);
• эксцентриковые (сильно и точно зажимают, при смене детали на более крупную быстро переналаживаются за счет перестановки насадных элементов зажима);
• реечные (принцип работы - венец приводит в действие рейки, такие модели изнашиваются медленно, они востребованы в мелкосерийном и штучном производстве);
• рычажные (оснащены тягой с муфтой, которые начинают работать за счет гидропривода).
Каждый вариант сборки подходит для выполнения определенных токарных работ. От выбора конкретного патрона будет зависеть скорость обработки, тип используемого металла, точность исполнения. Также существуют другие критерии классификации зажимных устройств:
1. По типу привода - ручные и механизированные. Первые предполагают фиксацию детали с помощью применения специального ключа. Эту работу выполняет оператор станка. Вторые могут иметь пневматический, электрический или гидравлический привод. Эти модели автоматизируют процедуру зажима заготовки с определенным усилием (которое задает оператор).
2. По типу переднего конца шпинделя, на который устанавливается патрон – резьбовой с промежуточным фланцем, фланцевый с конусной посадкой (форма А), фланцевый с фиксирующей поворотной шайбой, фланцевый с закрепляющими шпильками CumLock. Для каждого типа шпинделя разработан отдельный госстандарт.
3. По точности обработки – нормальный, повышенный, высокий, особо высокий.
4. По материалу корпуса – чугунный или стальной.
Токарные патроны относятся к категории расходных материалов. Они напрямую контактируют с металлическим изделием. Поэтому от их характеристик зависит точность обработки и другие производственные показатели.
Критерии выбора подходящего токарного патрона
При выборе необходимо отталкиваться от типа обрабатываемой заготовки. Если она фасонная, то идеально подойдет двухкулачковая модель. Если же симметричная – то трехкулачковая. А для несимметричных нужно приобретать четырехкулачковые модели.

Как быть предприятиям, планирующим обрабатывать разнотипные заготовки? Им следует покупать модели с независимо перемещающимися кулачками. Другие важные критерии выбора:
• расчетная нагрузка (нельзя обрабатывать детали, параметры которых недопустимы для установленного патрона, это приведет к быстрому износу последнего);
• способ фиксации на шпинделе;
• размеры и положения фиксирующих отверстий патрона;
• предельные значения частоты вращения зажимного устройства;
• характеристики кулачков – твердость, способ крепления, вариант исполнения, вариант перемещения;
• точность исполнения токарного патрона и его рабочий диаметр;
• масса заготовки, которая будет обрабатываться на станке.
От характеристик патрона зависит геометрическая точность обработанного изделия, качество его поверхности, скорость производства, число бракованных деталей, эксплуатационный срок станка. Также КПД устройства зависит от качества его подключения и настройки, от аккуратности использования и условий эксплуатации.
Почему стоит сотрудничать с Wolfstar?
В каталоге интернет-магазина клиенты найдут только качественные токарные патроны, которые были произведены известными компаниями – Fuerda, Zitom, Ytum, Предложенные устройства удобно классифицированы для быстрого поиска. Есть модели с наружным диаметром 80-630 мм. А также патроны с независимым перемещением кулачков, которые как раз подходят компаниям, производящим разные металлические детали.
Wolfstar следит за тенденциями рынка и старается предложить клиентам оптимальные патроны с высоким показателем КПД. Их стоимость приемлемая, а качество – максимальное.
Комментариев пока нет